
Теплые
и надежные дома
премиум класса
для комфортного проживания от 35 тыс рублей за кв.м
 РАССЧИТАТЬ СТОИМОСТЬ
РАССЧИТАТЬ СТОИМОСТЬ
10
Лет гарантии

Новейшие
технологии

Новейшие
технологии
01
Неразрывный каркас
Монтаж стен этажей внутри дома и по всему периметру выполняется единым массивом. Специалисты нашей компании используют улучшенную канадскую технологию, эффективность которой проверена временем.
02
Сборка силовых узлов
Надежный крепеж - незаменимый атрибут современного дома. Основные силовые узлы наших домов оцинкованы, что позволяет быть уверенными в исключительной прочности и долговечности конструкции.
03
Диагональные раскосы
Система диагональных раскосов и обрешетки используется для жесткости каркаса. Шаг обрешетки 0,3 м. позволяет создать оптимальный вентиляционный зазор для капитальных стен и наружной отделки.
04
Плитная ветрозащита
Используемая влагостойкая ветрозащитная плита Белтермо-top 20 мм заменяет 50 мм базальтового утеплителя и обеспечивает дополнительную шумоизоляцию стен.
05
Клееные конструкции
Клееные конструкции в перекрытии повышают несущую способность межэтажных перекрытий и позволяют избавиться от опорных столбов. Планируйте помещения большей площади!
06
5 камерные окона
Обеспечивают исключительную сохранность тепла в доме. Сплошное армирование и высокая несущая способность увеличивают максимальный размер светопрозрачных конструкций.
технологии
Добавим до
0%
прочности
Добавим до
0%
срока службы
Добавим до
0%
жесткости каркаса
Сэкономим до
0%
затрат на отопление
Используйте
0%
своего пространства
сэкономим
0%
затрат на отопление



Преимущества
Продумано
до мелочей
Каркас
из сухой
доски

 РАССЧИТАТЬ СТОИМОСТЬ
РАССЧИТАТЬ СТОИМОСТЬ
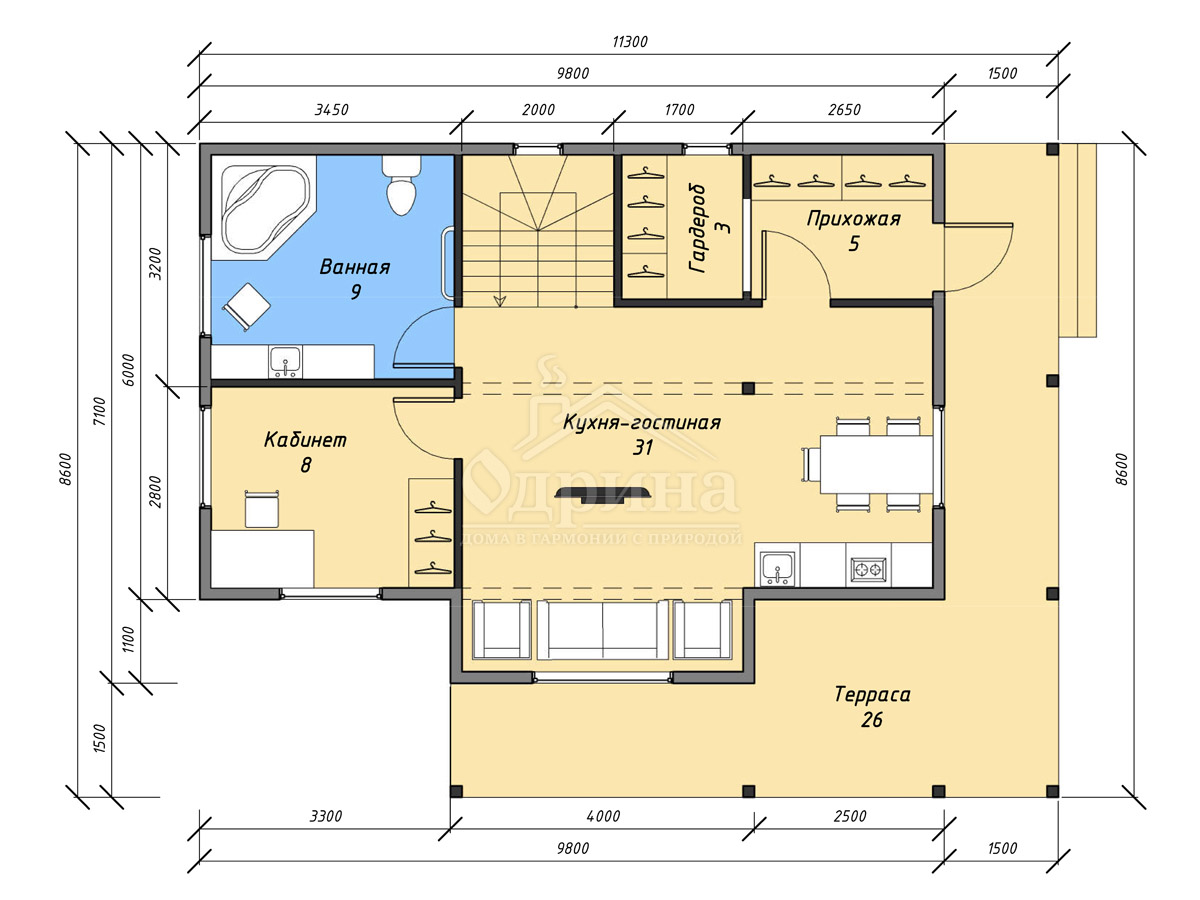
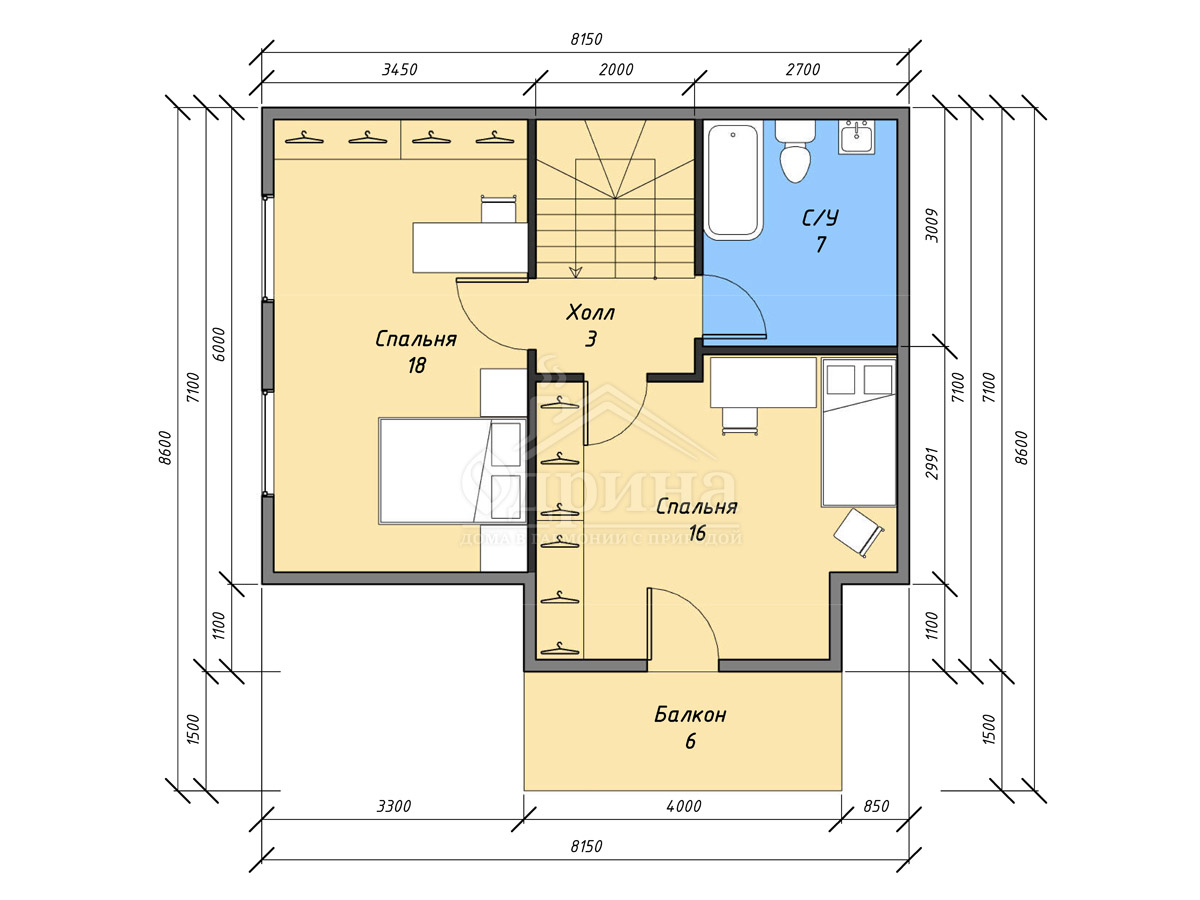
Шале-карат
134 м2

4 спальни
3 санузла
4. 715. 000 р
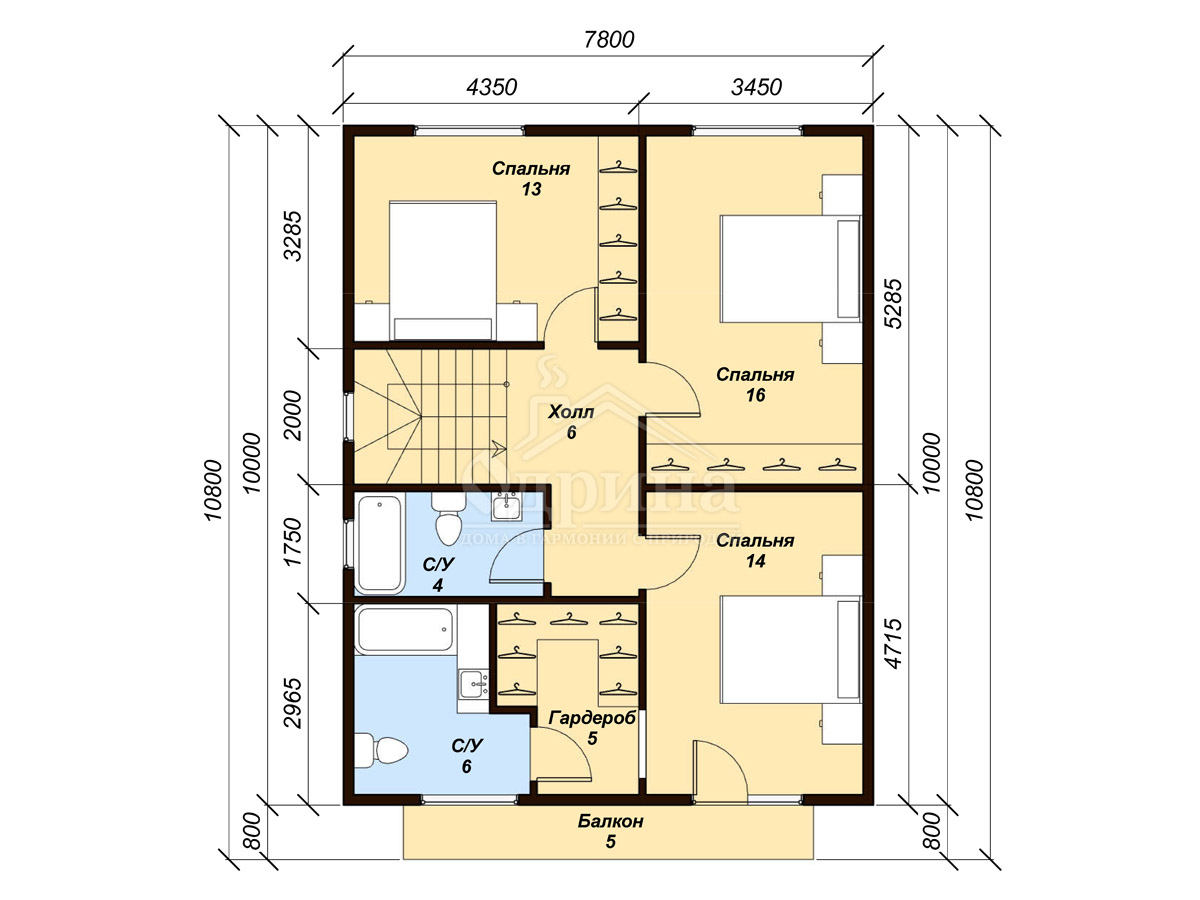
Оптима
145 м2

3 спальни
2 санузла
5. 560. 000 р
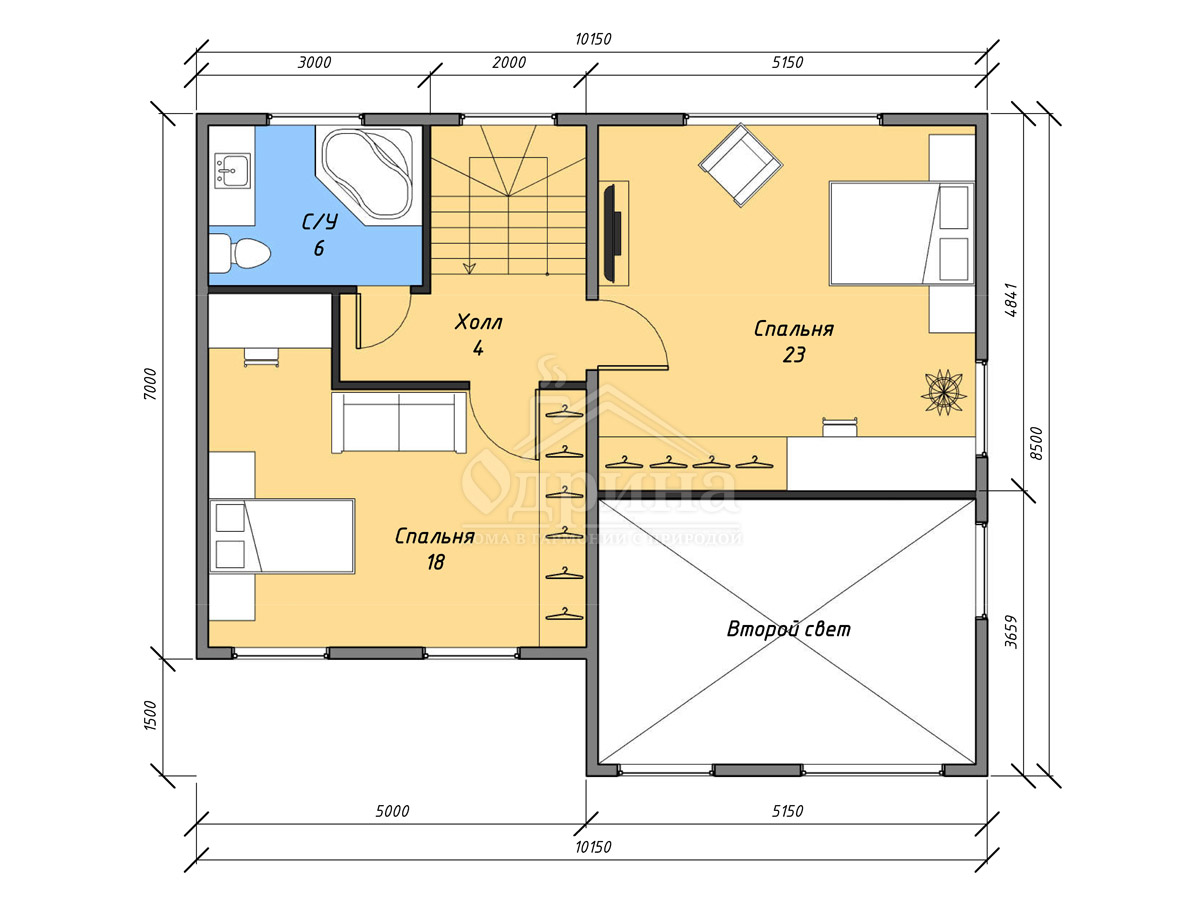
Эверест
145 м2

3 спальни
2 санузла
5. 200. 000 р
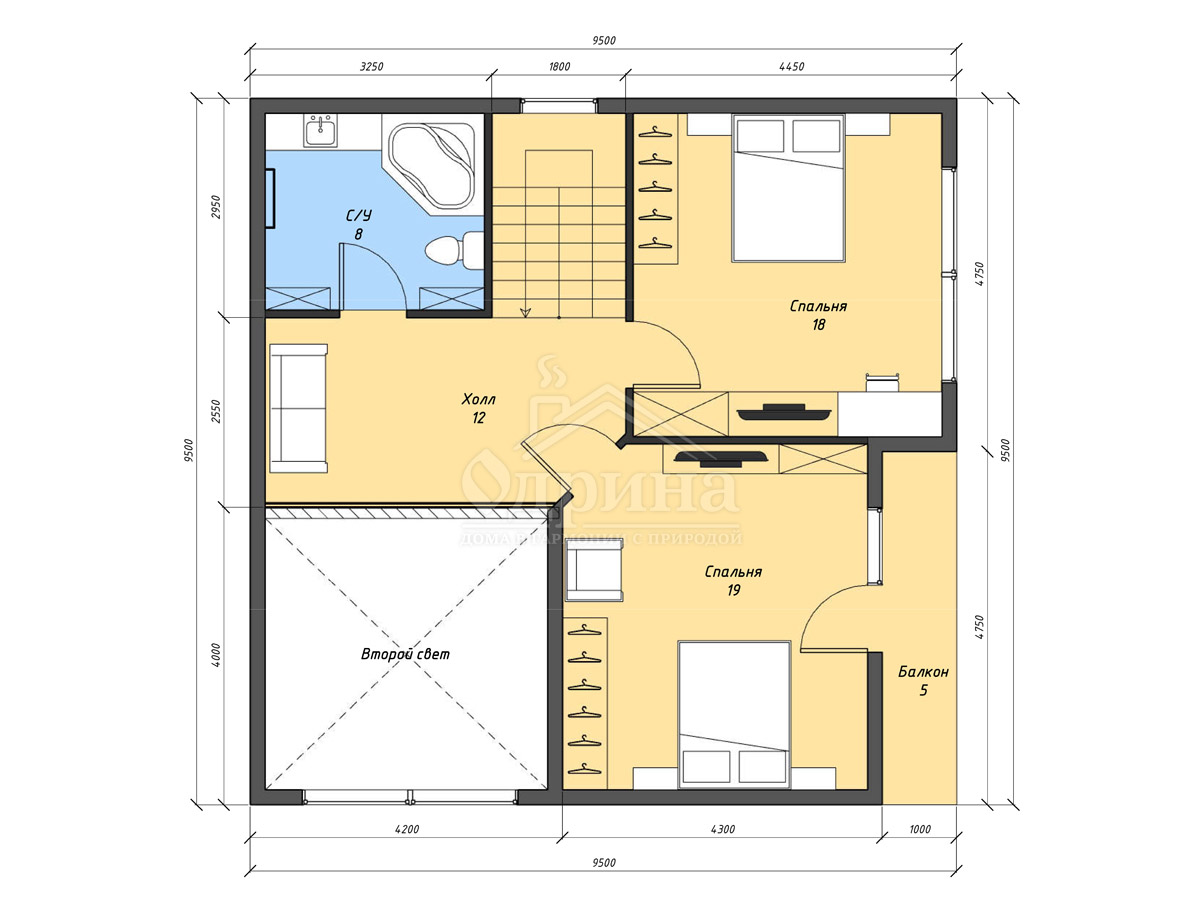
130 м2
Шале-арктик

4 спальни
2 санузла
4. 260. 000 р
Шале-олимп
145 м2

5 спален
3 санузла
5. 180. 000 р
каталог проектов

Получите индивидуальную
консультацию
Современное
и надежное
производство
Наш приоритет - высокое
качество и оперативность
строительства.
опыт
мастеров
0
лет


Оборудование
Наша компания оснащена самым
современным деревообрабатывающим
оборудованием

Своя мебель
У нас в арсенале собственное
мебельное производство
Материалы и сырье
Мы работаем исключительно с
качественными материалами
и сырьем
Контроль качества
Мы обеспечиваем контроль качества
работ на всех этапах строительства

о нашей компании




TEKNOS 7252
TEKNOS 7533
TEKNOS 7843
TEKNOS 7652
TEKNOS 7721
TEKNOS 7742
TEKNOS 7712
Янтарь
Ржаной
Орех
Беленый дуб
Махагон
Золотой дуб
Беленый дуб
Шоколад
RAL 8004
RAL 6005
RAL 8017
RAL 5024
RAL 5505
RAL 7024
RAL 3005
Белая
Шоколад
Гранат
Запишитесь
на экскурсию
В готовые дома, чтобы лично убедиться
в качестве нашей работы
 записаться на экскурсию
записаться на экскурсию














г. Тюмень, ул. Полевая,
109, офис 211
пн-пт: 10-00 — 19-00
пн-пт: 10-00 — 19-00
Настоящая Политика конфиденциальности (далее - Политика) действует в отношении всей информации, которую сайт Одрина (далее - Сайт) может получить во время доступа к нему пользователем.
Использование Сайта означает безоговорочное согласие пользователя с настоящей Политикой и указанными в ней условиями обработки данных. В случае несогласия с этими условиями пользователь должен воздержаться от использования сервисов Сайта.
1. Информация пользователей, которую получает и обрабатывает Сайт
1.1. В рамках настоящей Политики под информацией пользователя понимаются:
1.1.1. Информация, которую пользователь предоставляет о себе самостоятельно заполнением форм обратной связи.
1.1.2. Данные, которые автоматически передаются в процессе их использования с помощью установленного на устройстве пользователя программного обеспечения, в том числе IP-адрес, информация из cookie, время доступа и т.п.
1.2. Сайт не проверяет достоверность полученной от пользователя информации.
2. Цели сбора и обработки информации пользователей
2.1. Сайт собирает и хранит только те данные, которые необходимы для обратной связи с пользователем предоставившим свои данные.
2.2. Информацию пользователя Сайт может использовать в следующих целях:
2.2.1. Связь с пользователем, в том числе направление уведомлений, запросов и информации, касающихся использования сервисов Сайта, а также обработка запросов и заявок от пользователя.
2.2.2. Улучшения качества, удобства их использования, разработка услуг.
2.2.3. Таргетирование рекламных материалов.
2.2.4. Предоставление пользователю персонализированных услуг.
2.2.5. Проведение статистических и иных исследований на основе обезличенных данных.
3. Условия обработки информации пользователей.
3.1. Сайт хранит информацию пользователей в соответствии с внутренними регламентами конкретных сервисов.
3.2. В отношении информации пользователя сохраняется ее конфиденциальность.
4. Пользователь может в любой момент изменить (обновить, дополнить) предоставленную им информацию или её часть, а также параметры её конфиденциальности.
5. Сайт принимает необходимые и достаточные организационные и технические меры для защиты информации пользователей от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий с ней третьих лиц.
6. Сайт имеет право вносить изменения в настоящую Политику конфиденциальности. При внесении изменений в актуальной редакции указывается дата последнего обновления. Новая редакция Политики вступает в силу с момента её размещения, если иное не предусмотрено новой редакцией Политики.
 ГЛАВНАЯ
ГЛАВНАЯ



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}